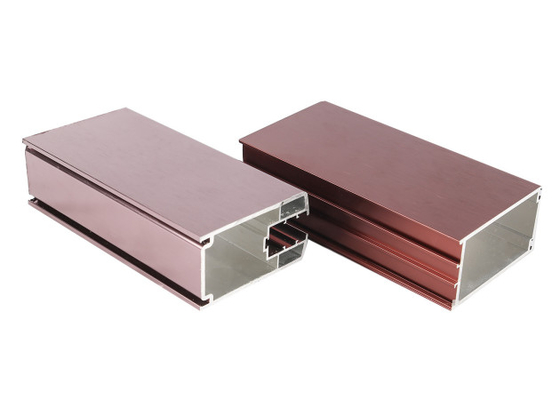
6063 / 6061 Perfiles de extrusión de aluminio estándar Anodización / electroforesis / pintura en polvo
Nuestra máquina de extrusión de grado 4500T nos permite producir cualquier sección dentro de 400 * 150mm y φ360.
Sus dibujos son definitivamente bienvenidos.
Indicación del precio: lingotes básicos de aluminio, coste de extrusión, coste de revestimiento y extra.
También suministramos sistemas de ventanas y puertas de grado premium totalmente ensamblados.
Descripción:
| Producto |
Perfil de extrusión de aluminio |
| El material |
6063, 6061, 6005, 6082 |
| Temperatura |
T4 / T5 / T6 / T66 |
| Tratamiento de la superficie |
Revestimiento en polvo en color RAL, anodizado ((AA10/15/20/25), chorro de arena, cepillado, pasivación, pantalla de seda, pulido mecánico/químico, revestimiento de grano de madera / transferencia de madera, galvanización,(Nickel/Estaño/Crom/Cobre) Revestimiento, PVDF, Matt, y así sucesivamente |
| Forma de las piezas |
En el caso de los vehículos de motor, el valor de los valores de los valores de los vehículos de motor es el valor de los valores de los vehículos de motor.
Tipo U/tipo L/tipo T/tipo H |
| Proceso profundo |
Extrusión de perfiles de aluminio, fresado de precios, corte, perforado, flexión, tapping, perforación, torno CNC, etc.
Tolerancia: la longitud puede ser ± 0,2 mm, el orificio puede ser ± 0,05 mm. |
| espesor de la pared |
> 0,9 mm |
| Tamaño de la sección |
Cuadrado: ≤ 150*150 mm |
| Rectángulo: ≤ 250*50 mm |
| En redondo: ≤¿Qué quieres decir?170 mm |
| Paquete |
Papel interior de plástico/papel de PE con cada pieza entrelazada;
La parte exterior fija por contrachapado o palets con marca de envío.
O según sea necesario. |
| Tiempo de entrega |
15-25 días después del depósito |
Proceso:El diseño, la fabricación, la extrusión, el corte...Mecanizado CNC...Tratamiento de la superficie --Envasado
Aplicaciones:
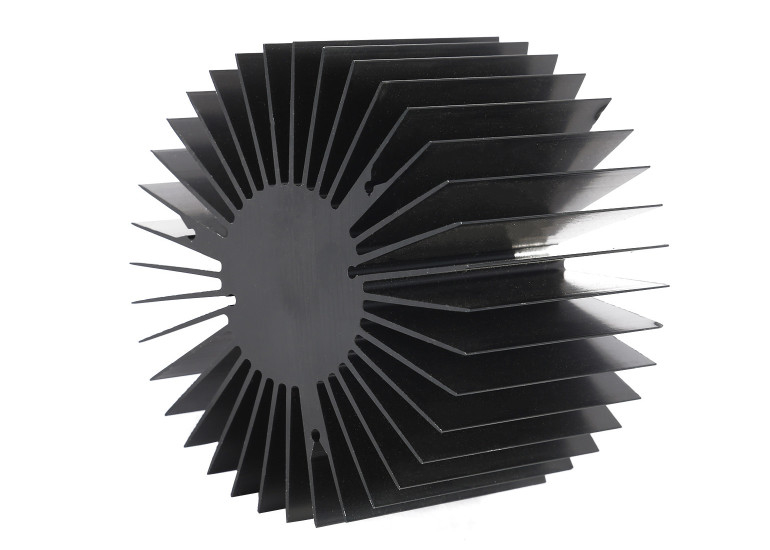
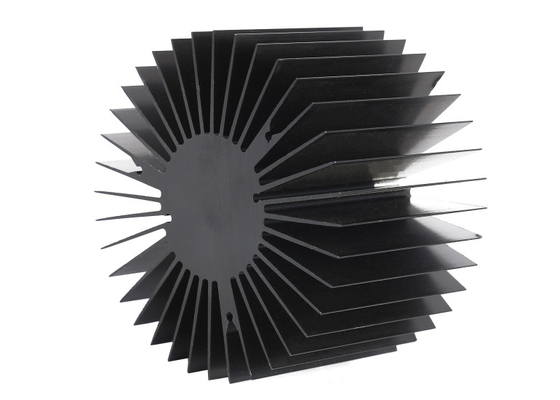
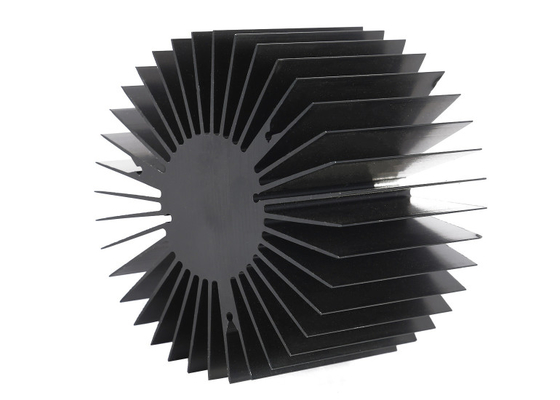
Industria El perfil de aluminio utilizado en automóviles, maquinaria de trenes, electrónica, medicina y otras industrias.Los marcos de aluminio se adoptan como materiales auxiliares importantesTambién tenemos perfiles de aluminio para radiadores, maquinaria de fitness, edificios, instrumentos de iluminación, tubos de aire, oleoductos, por ejemplo.
Especificaciones:
1) Composición química
|
De aleación
|
Sí, sí.
|
Fe
|
Cu
|
En
|
En el caso de los productos
|
Crónica
|
El Zn
|
Ti
|
Impuridad
|
- ¿ Qué?
|
|
6063
|
0.2 a 0.6
|
0.35
|
0.1
|
0.1
|
0.45 a 0.9
|
0.1
|
0.1
|
0.1
|
0.15
|
Descanso
|
|
6061
|
0.4 a 0.8
|
0.7
|
0.15 a 0.4
|
0.15
|
0.8-1.2
|
0.04-0. ¿Qué quieres decir?35
|
0.25
|
0.15
|
0.15
|
Descanso
|
|
6060
|
0.3-0.6
|
0.1 a 0.3
|
0.1
|
0.1
|
0.35 a 0.6
|
-
|
0.15
|
0.1
|
0.15
|
Descanso
|
|
6005
|
0.6 a 0.9
|
0.35
|
0.1
|
0.1
|
0.40 a 0.6
|
0.1
|
0.1
|
0.1
|
0.15
|
Descanso
|
2) Propiedades mecánicas
|
De aleación
|
Temperatura
|
Resistencia a la tracción
|
Fuerza de rendimiento
|
Elongado
|
|
6063
|
T5
|
≥ 160Mpa
|
≥ 110Mpa
|
≥ 8%
|
|
T6
|
≥ 205Mpa
|
≥ 180Mpa
|
≥ 8%
|
|
6061
|
T6
|
≥ 265Mpa
|
≥ 245Mpa
|
≥ 8%
|
Ventaja competitiva:
1) Diseño y apoyo de ingeniería.
2) Profiles de aluminio para el procesamiento en profundidad: corte, punción, perforación, fresado y fabricación.
3) Sistema de alta calidad, inspección estricta durante la producción y inspección completa antes del embalaje.
4) Buen rendimiento, garantía del producto durante 15 años.

Proceso de producción del perfil de aluminio:
Incluye principalmente tres procesos de fundición, extrusión y coloración (la coloración incluye principalmente: oxidación, recubrimiento electroforético, recubrimiento de fluorocarburos, recubrimiento en polvo, transferencia de grano de madera, etc.).
1La fusión y fundición es el primer proceso de producción de aluminio.
El proceso principal es:
(1) Ingredientes: Calcular la cantidad de varios componentes de aleación de acuerdo con los grados específicos de aleación que deben producirse, y combinar razonablemente varias materias primas.
(2) Fusión: las materias primas preparadas se añaden al horno de fusión para la fusión de acuerdo con los requisitos del proceso.y las impurezas y los gases en el fundido se eliminan eficazmente mediante desgasificación y refinamiento de escorias.
(3) Fusión: El líquido de aluminio fundido se enfría y se fundi en varias varillas redondas bajo ciertas condiciones del proceso de fundición a través de un sistema de fundición de pozo profundo.
2. Extrusión:
En primer lugar, el molde se diseña y fabrica de acuerdo con la sección del producto de perfil,y la varilla de fundición redonda calentada se extruye del molde mediante una extrusoraLa aleación de grado 6063 comúnmente utilizada también es sometida a un proceso de enfriamiento por aire y un proceso de envejecimiento artificial después de la extrusión para completar el refuerzo por tratamiento térmico.Los diferentes grados de aleaciones reforzadas tratadas térmicamente tienen diferentes regímenes de tratamiento térmico.
3. Colorante (en este caso principalmente en el proceso de oxidación)
Oxidación: el perfil de aleación de aluminio extrudido tiene una baja resistencia a la corrosión superficial y debe ser tratado superficialmente mediante anodización para aumentar la resistencia a la corrosión,resistencia al desgaste y apariencia del aluminio.
El proceso principal es:
(1) Tratamiento previo de la superficie: La superficie del perfil se limpia por medios químicos o físicos para exponer un sustrato puro para facilitar la obtención de una película de óxido artificial completa y densa.También es posible obtener una superficie especular o mate por medios mecánicos..
(2) Anodización: después de un pretratamiento de la superficie, bajo ciertas condiciones de proceso, la superficie del sustrato se anodiza para formar una película de adsorción densa, porosa y fuerte.
(3) Sellado: los poros de los poros de la película de óxido poroso formada por anodización se cierran, de modo que se evita la contaminación de la película de óxido.y la resistencia a la corrosión y la resistencia al desgaste se mejoranLa película de óxido es incolora y transparente. Utilizando la fuerte propiedad de adsorción de la película de óxido antes del sellado, algunas sales metálicas se adsorben y se depositan en los poros de la película,para que la apariencia del perfil muestre muchos colores distintos del color natural (blanco plateado), tales como negro, bronce, oro y acero inoxidable.

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!